







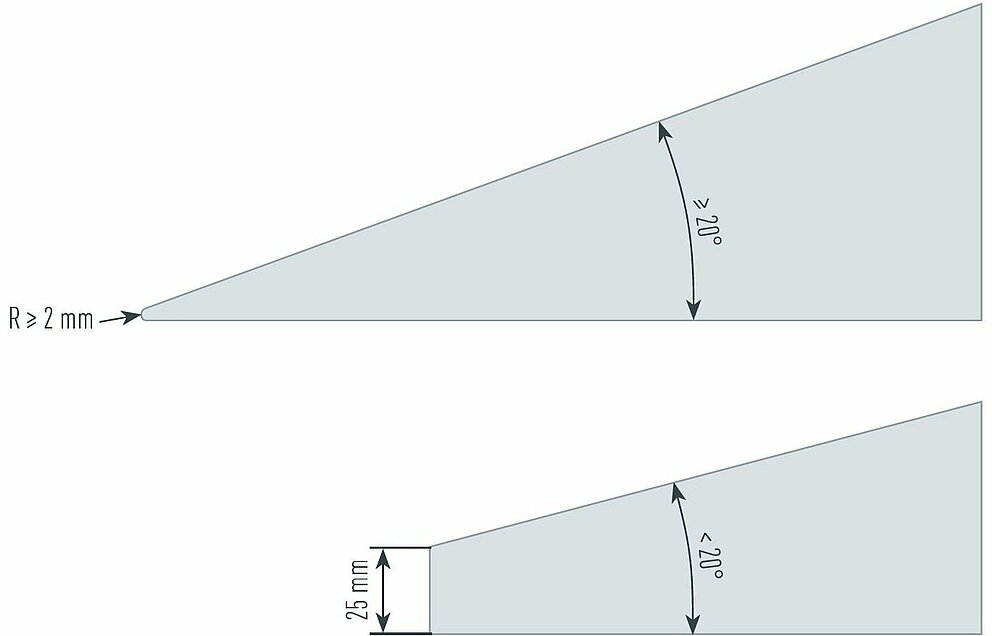
Beachten Sie die Mindestabmessungen und -winkel, die materialtechnisch möglich sind. Spitze Winkel können ab einer Winkelöffnung von 20° gefertigt werden. Liegt die Winkelöffnung unter 20°, muss die Spitze des Winkels mit einem Steg von mindestens 25 mm beendet werden.
Beachten Sie, dass ausgefräste Buchstaben, Firmenlogos, Lochbilder usw. nur bei PREFABOND Verbundplatten mit FR-Kern zulässig sind. Bei Platten mit A2-Kern sind hingegen solche Bearbeitungen nicht freigegeben.

Hinweis
Achten Sie darauf, bei der Bearbeitung der Verbundplatten immer die geeigneten persönlichen Sicherheits- und Schutzausrüstungen zu verwenden.
Folgende Bearbeitungsmöglichkeiten gibt es:
Klicken Sie auf die gewünschte Bearbeitungsmöglichkeit, um direkt zur entsprechenden Anleitung zu kommen:
Die PREFABOND Aluminium Verbundplatten können mit folgenden Werkzeugen bearbeitet werden: einer Handkreissäge,
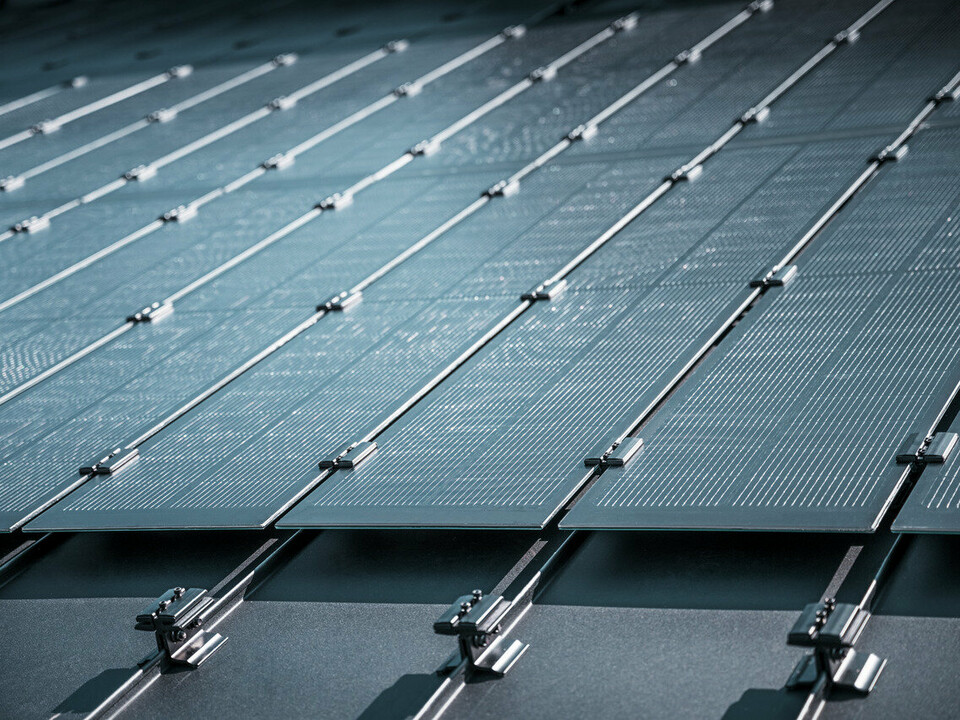
einer Tischkreissäge oder Vertikalplattensäge und einem Kreissägeblatt für Metall. Diamantbestückte Sägeblätter eignen sich auch bestens, um die Standzeit zu erhöhen. Bearbeiten Sie die Platten immer von der Rückseite, um die lackierte Sichtseite zu schützen. Eine Absaugung der Späne wird ausdrücklich empfohlen.
Hinweis
Achten Sie darauf, dass das Sägeblatt während des Gebrauchs gratarm schneidet. Ist dies nicht der Fall, muss das Sägeblatt gewartet (geschliffen) oder gegebenenfalls getauscht werden.
Für die mechanische Befestigung der Verbundplatten ist es notwendig, Fest- und Gleitpunkte vorzubereiten. Bohren Sie die Löcher mit einer handelsüblichen Bohrmaschine, Standbohrmaschine, Lochsäge oder einem Kreisschneider.
Mit einer handelsüblichen Oberfräse oder Stichsäge lassen sich problemlos sämtliche Ausschnitte realisieren (z. B. Lampenausschnitte oder Türgriffe). Eine Führungsschablone hilft Ihnen bei der Fertigung solcher Ausschnitte.
Hinweis
Komplexe Ausschnitte wie Buchstaben, Firmenlogos usw. können werkseitig durch PREFA mit einer CNC-Fräse realisiert werden. Die Kontur muss in einer DWG- oder DXF-Datei beigestellt werden.
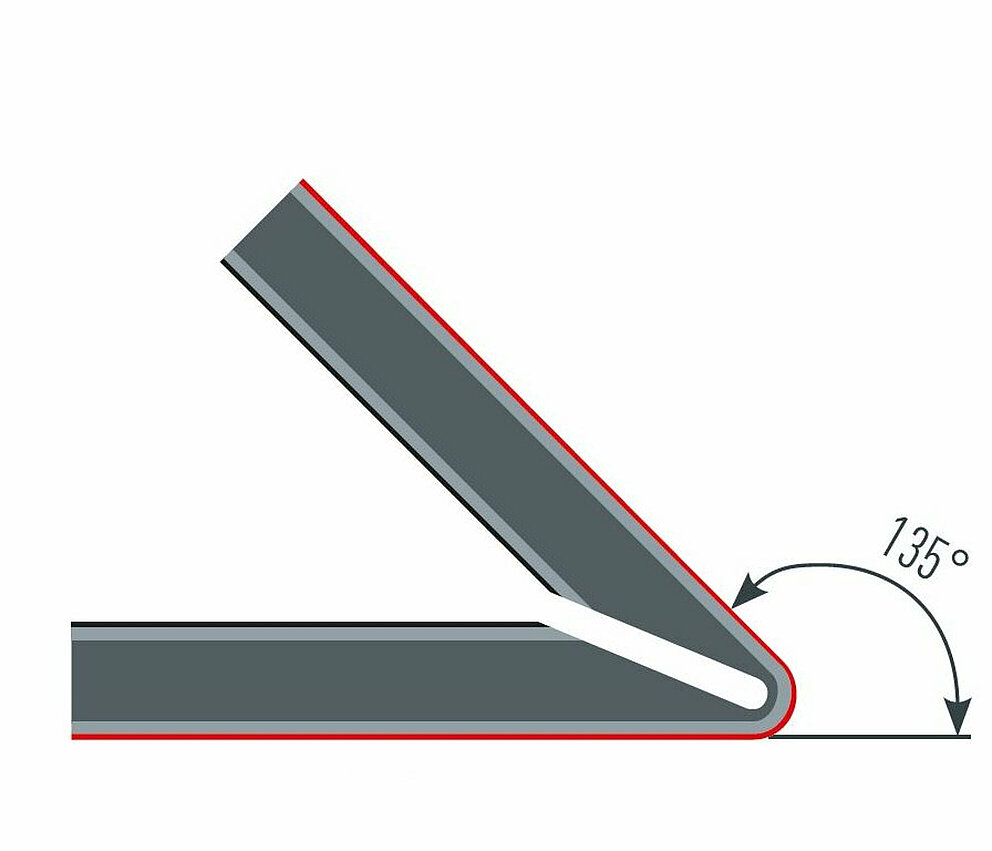
Laibungs- und Eckausbildungen können sowohl als Inneneck oder Außeneck mit der V-Nut-Frästechnik hergestellt werden. Hierfür werden V-Nutfräser mit einem Öffnungswinkel von 90° und 135° verwendet.

Kanten Sie die PREFABOND Verbundplatte mit FR-Kern bei mind. 5 °C und mit A2-Kern bei mind. 20 °C Material- und Umgebungstemperatur, um Risse an der lackierten Sichtseite zu vermeiden.
PREFA empfiehlt, dass speziell bei Verbundplatten mit A2-Kern die V-Nut-Fräsung nur mithilfe einer CNC-Bearbeitungsmaschine hergestellt wird, um die korrekte Frästiefe sicherzustellen.
Werden Biegearbeiten bei niedrigen Temperaturen (≤ 15 °C) durchgeführt, kann dies ein schleierartiges Aussehen der Beschichtung verursachen. Um dieses zu entfernen, erwärmen Sie die Platte auf mind. 20 °C.
Die für eine Abkantung erforderliche V-Nut wird, unabhängig ob Innen- oder Außenecke, immer auf der Plattenrückseite gefräst. Eine korrekte V-Nut-Fräsung ist so auszuführen, dass einerseits 0,5 mm des Deckbleches (lackierte Sichtseite) und andererseits beim Kern weitere 0,2 bis 0,4 mm (FR-Kern) resp. weitere 0,15 bis 0,25 mm (A2-Kern) erhalten bleiben.
Üblich ist die Verwendung von Nutfräsern mit einem Öffnungswinkel von 90° oder 135°.
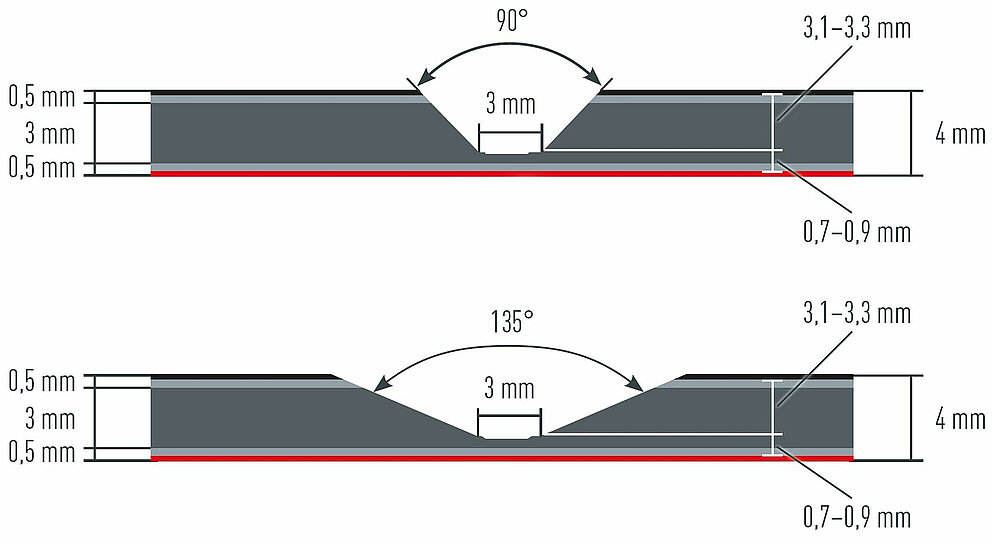
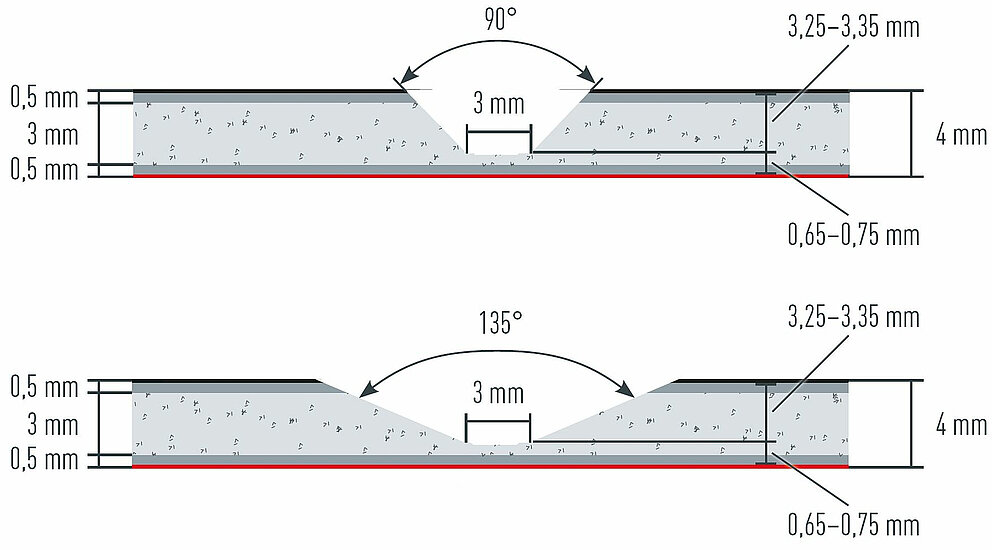
Wird die V-Nut teilweise oder gänzlich zu tief gefräst, ist eine formschöne Abkantung mit gleichbleibendem Radius nicht möglich. Darüberhinaus kann das Aluminiumdeckblech sichtseitig Risse bekommen. Wird jedoch die V-Nut nicht ausreichend tief gefräst, so wird das Abkanten sehr schwergängig. Die Achse der V-Nut-Abkantung liegt immer in der Mitte der Flachstelle der Fräsnut.


Beachten Sie, dass die Verbundplatten nach dem Abkanten wieder etwas zurückfedern. In der Praxis bedeutet dies, dass die Abkantung etwas stärker als gewünscht gebogen werden muss, um nach dem Nachfedern die perfekte Maßhaltigkeit aufzuweisen. Die kleinstmögliche Schenkellänge einer Abkantung beträgt 20 mm.
Hinweis
Beachten Sie bei der Ermittlung der korrekten Plattenabwicklung, dass bei der geklebten Montage die Stärke des Klebesystems berücksichtigt werden muss. Je nachdem, ob es sich um einen Außen- oder Innenumbug handelt, addieren resp. subtrahieren Sie diese Stärke (im Normalfall: 3 mm) zu bzw. von dem vom Kleberhersteller vorgegebenen Klebesystem.

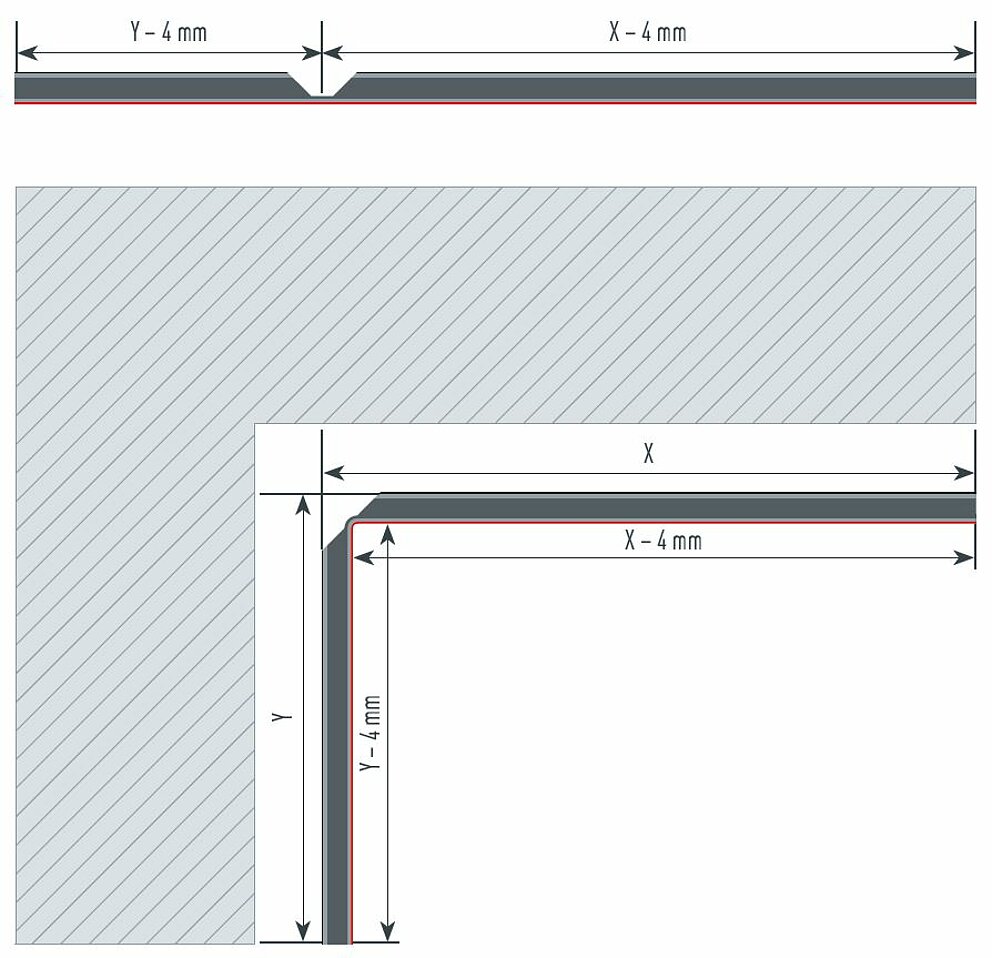
Die nachfolgend gezeigten Beispiele können als Anhaltspunkt verwenden werden. Die Abbildungen zeigen jeweils eine mechanische Befestigung.
Bei einer Innenecke ist die Materialstärke der Verbundplatte (4 mm) von den gemessenen Naturmaßen abzuziehen.
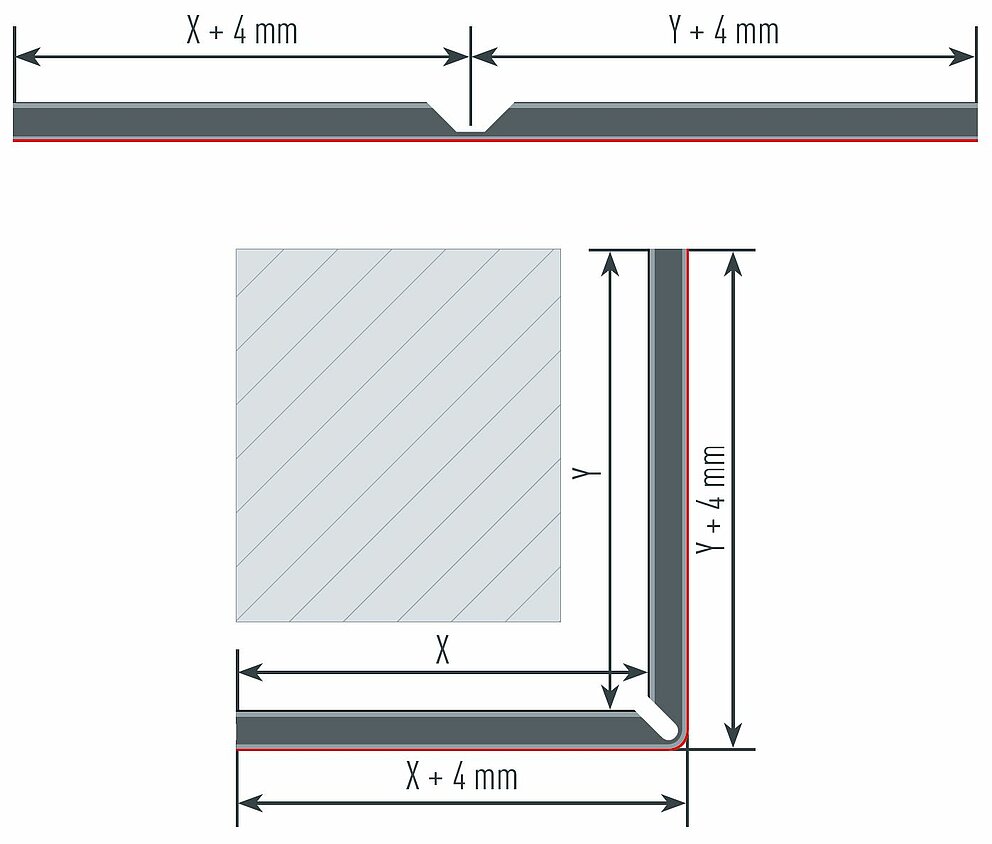
Bei einer Außenecke ist die Materialstärke der Verbundplatte (4 mm) den gemessenen Naturmaßen hinzuzufügen.
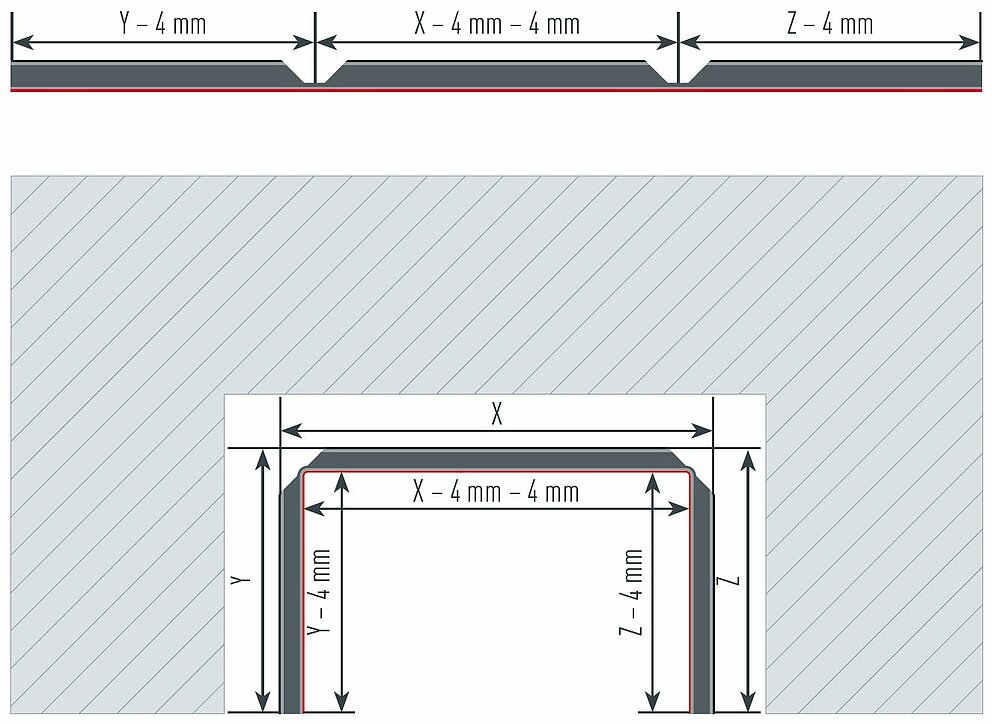
Bei einer U-Kantung mit zwei Außenecken wird jede Ecke einzeln betrachtet. Um die korrekte Fräsachse zu erreichen, muss jedem Schenkel die Materialstärke (4 mm) hinzugefügt werden.
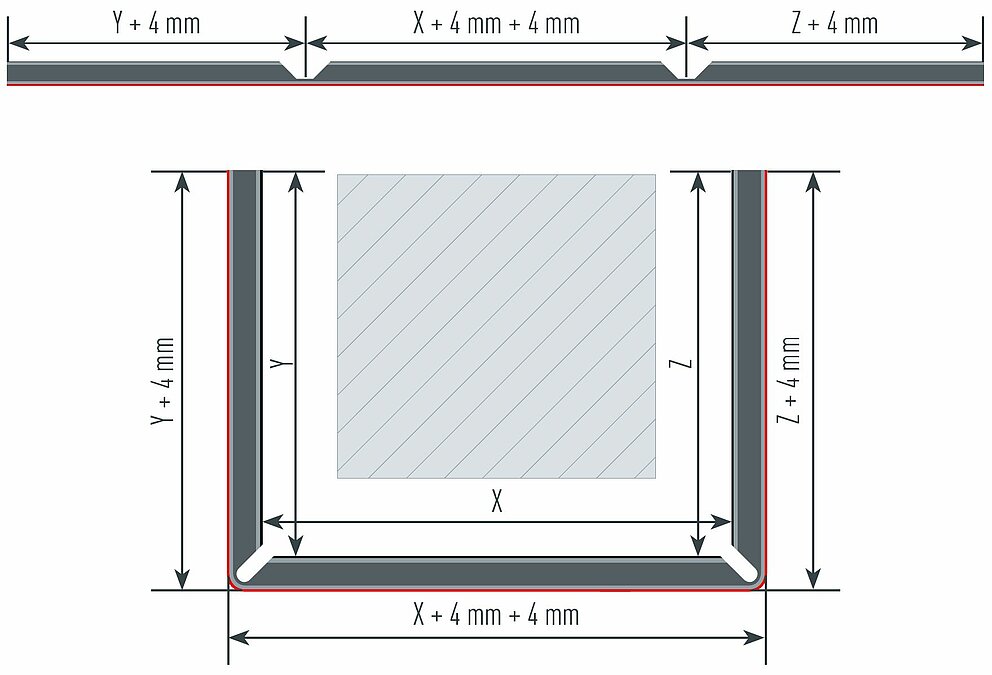
Bei einer U-Kantung mit zwei Innenecken wird jede Ecke einzeln betrachtet. Um die korrekte Fräsachse zu erreichen, muss von jedem Schenkel die Materialstärke (4 mm) abgezogen werden.
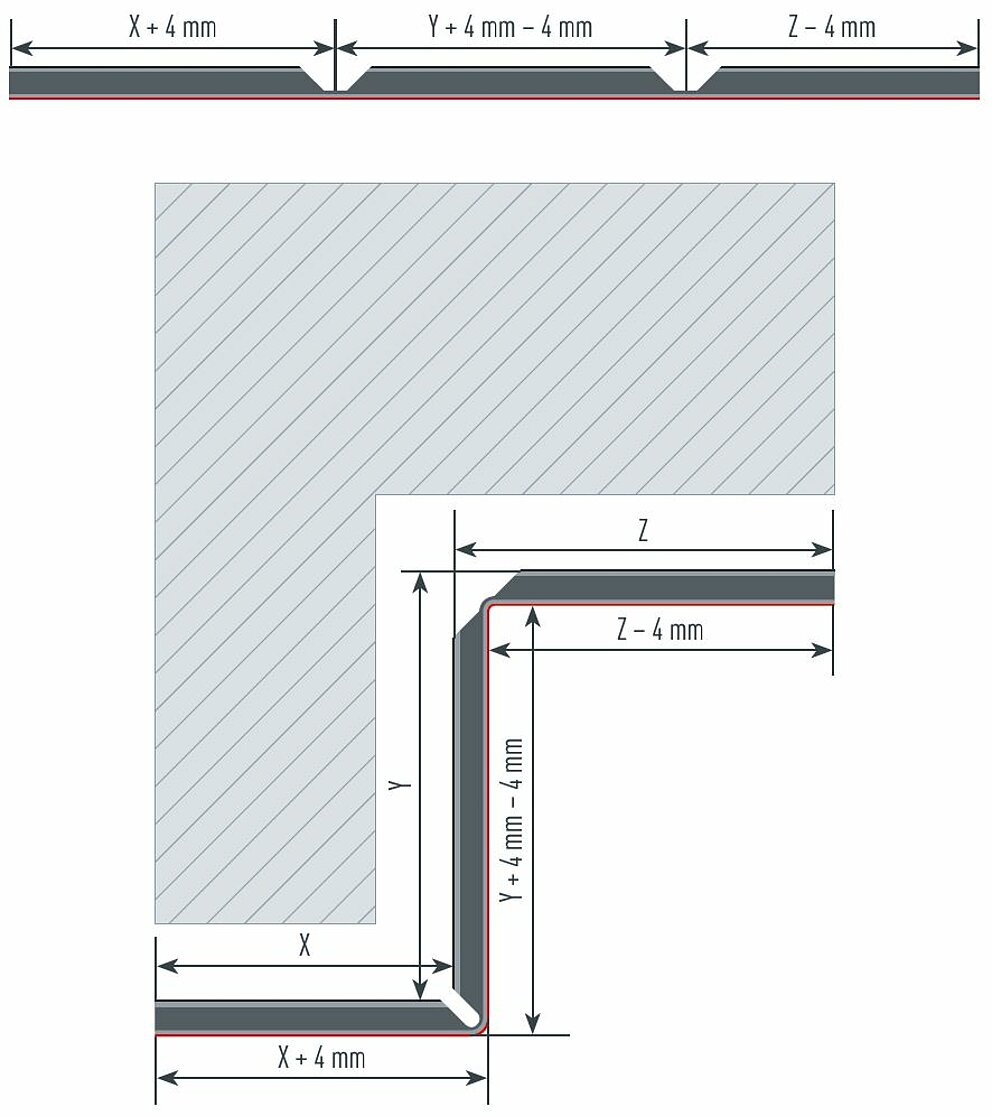
Bei einer Z-Kantung mit einer Innen- und einer Außenecke wird jede Ecke einzeln betrachtet. Um die korrekte Fräsachse zu erreichen, muss bei der Innenecke von jedem Schenkel die Materialstärke (4 mm) abgezogen und bei der Außenecke jedem Schenkel hinzugefügt werden.
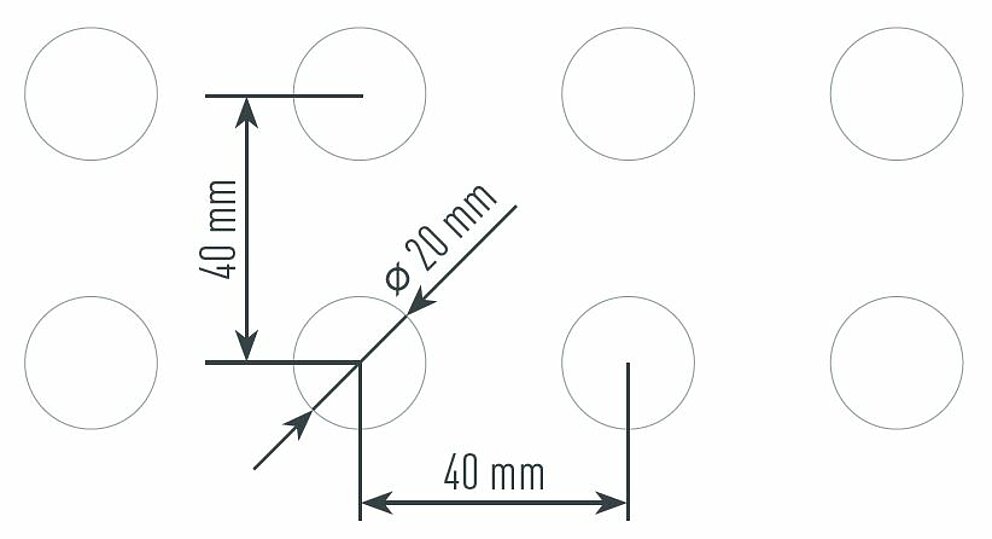
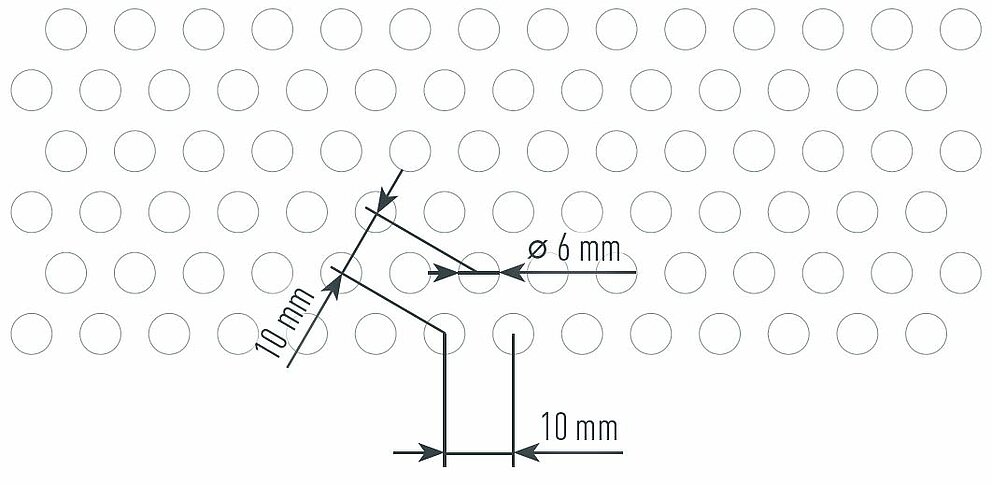
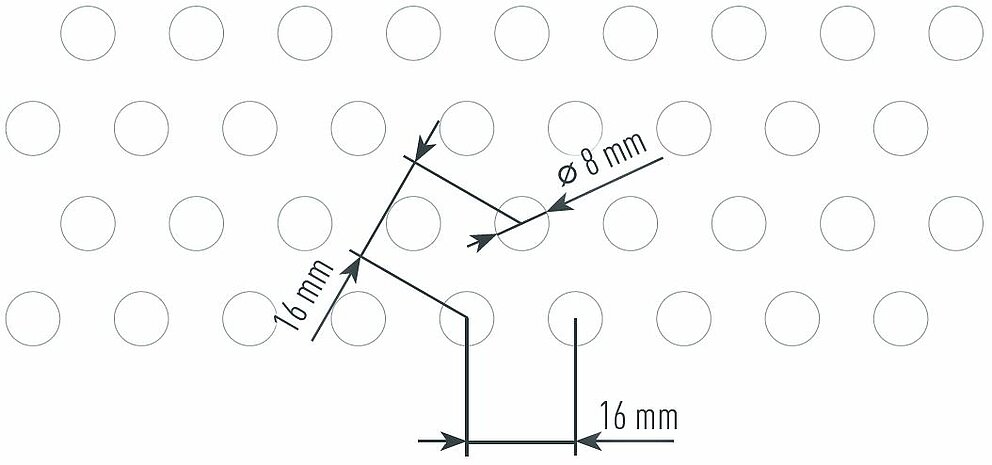
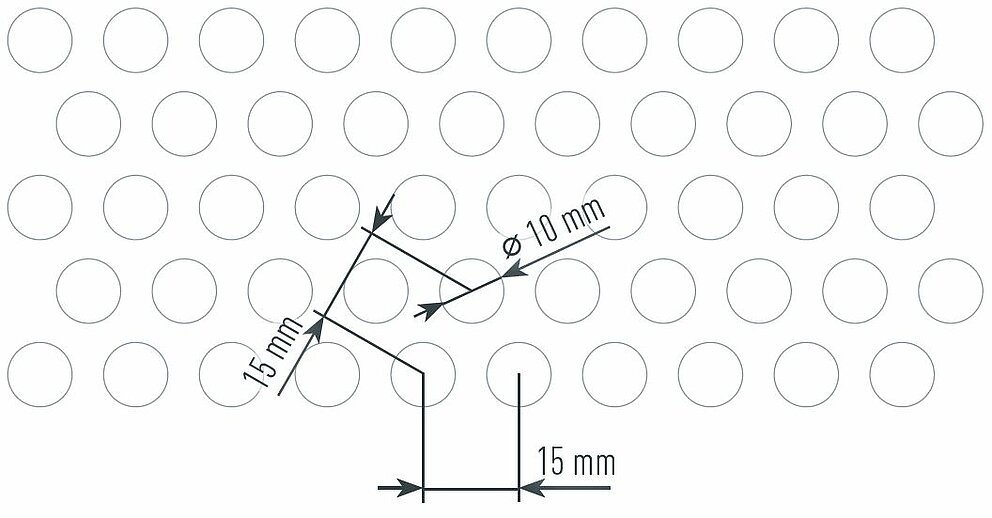
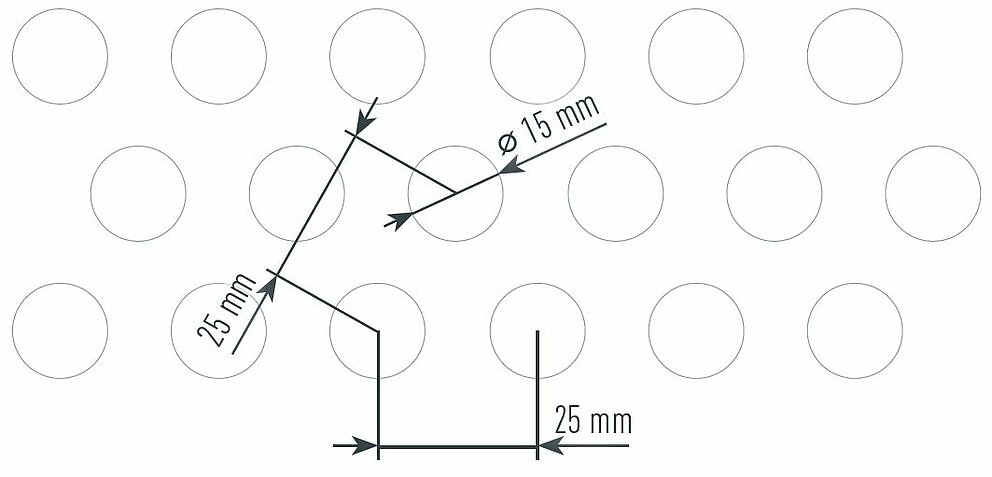
Perforierte PREFABOND Verbundplatten verfügen über ein gleichmäßiges Lochmuster. Aufgrund der Mineralstruktur des Kerns wird eine Perforierung mit Stanzmaschinen für die PREFABOND mit A2-Kern nicht empfohlen.
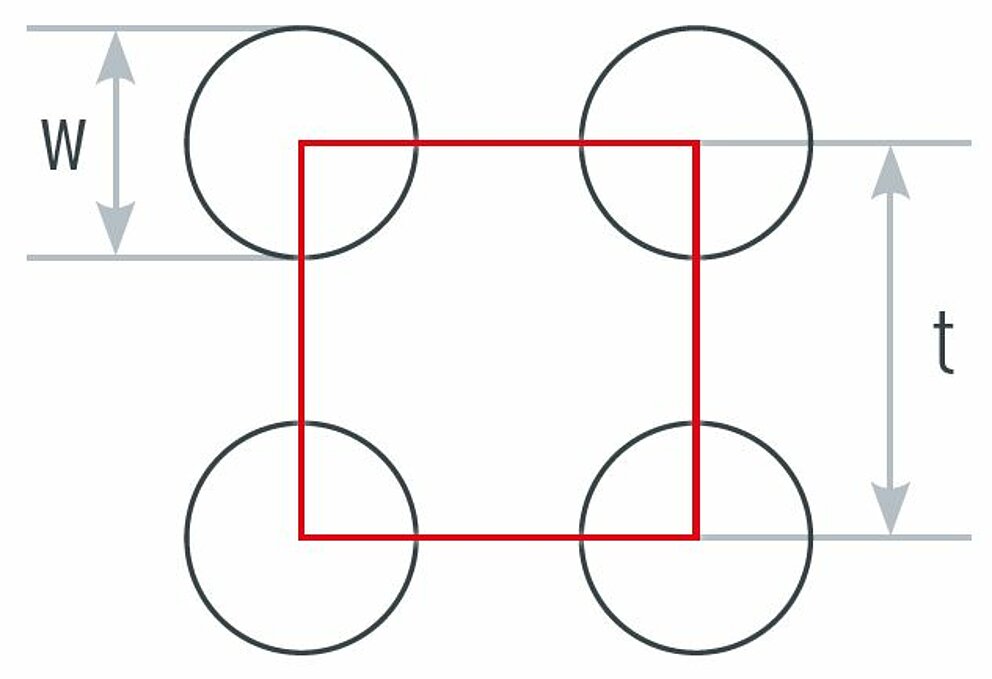
Lochanordnung |
Lochweite [w] |
Teilung [t] |
Offene Fläche [%] |
Rundlochung gerade |
20 mm |
40 mm |
19,6 % |
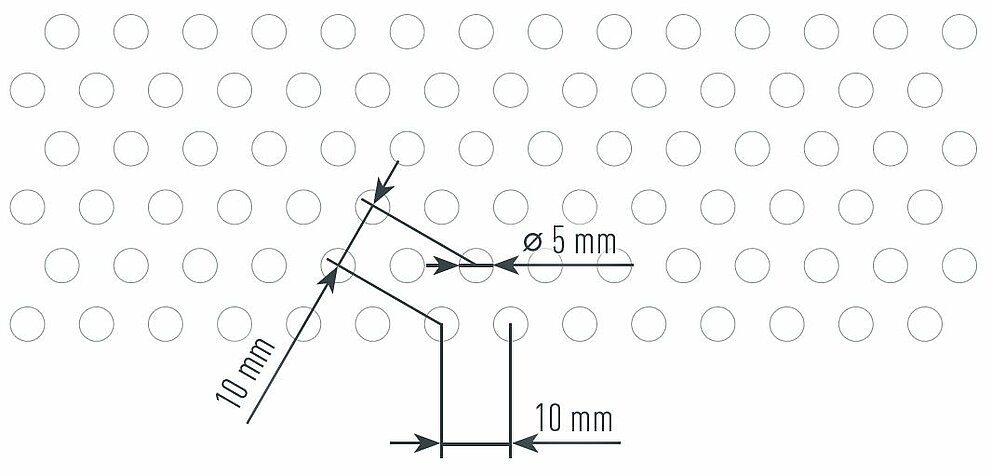
Rundlochung versetzt |
5 mm |
10 mm |
22,6 % |
Rundlochung versetzt |
6 mm |
10 mm |
32,6 % |
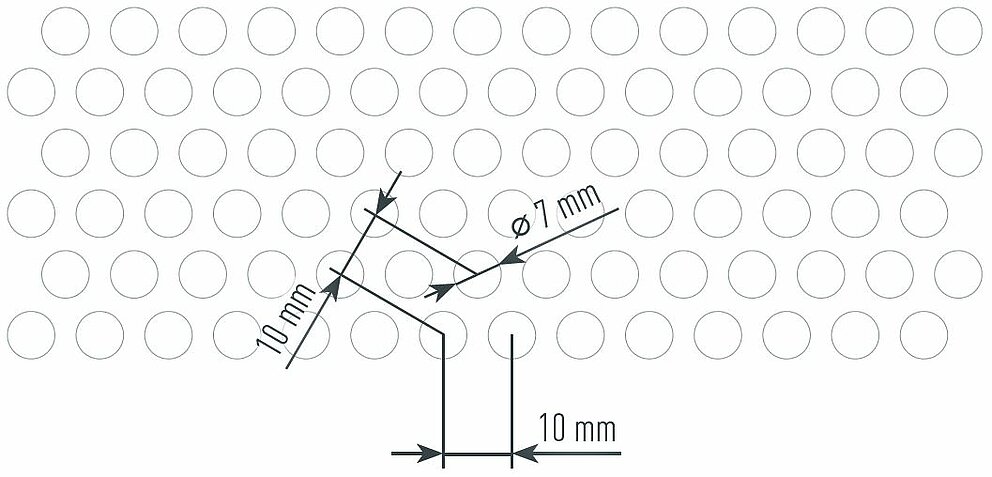
Rundlochung versetzt |
7 mm |
10 mm |
44,4 % |
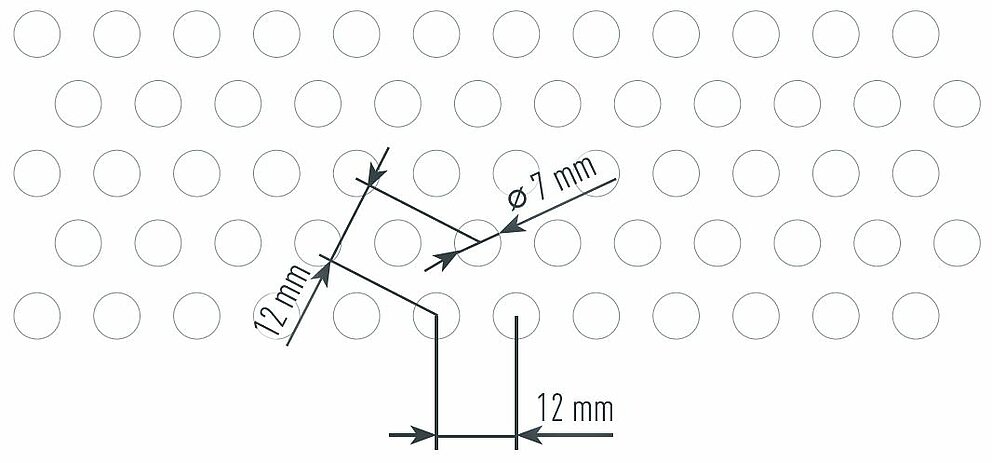
Rundlochung versetzt |
7 mm |
12 mm |
30,8 % |
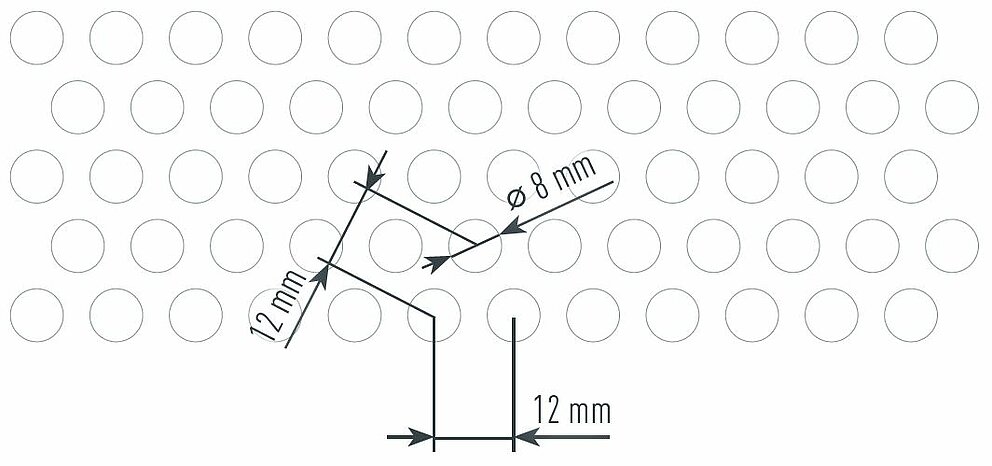
Rundlochung versetzt |
8 mm |
12 mm |
40,2 % |
Rundlochung versetzt |
8 mm |
16 mm |
22,6% |
Rundlochung versetzt |
10 mm |
15 mm |
40,2 % |
Rundlochung versetzt |
15 mm |
25 mm |
32,6 % |
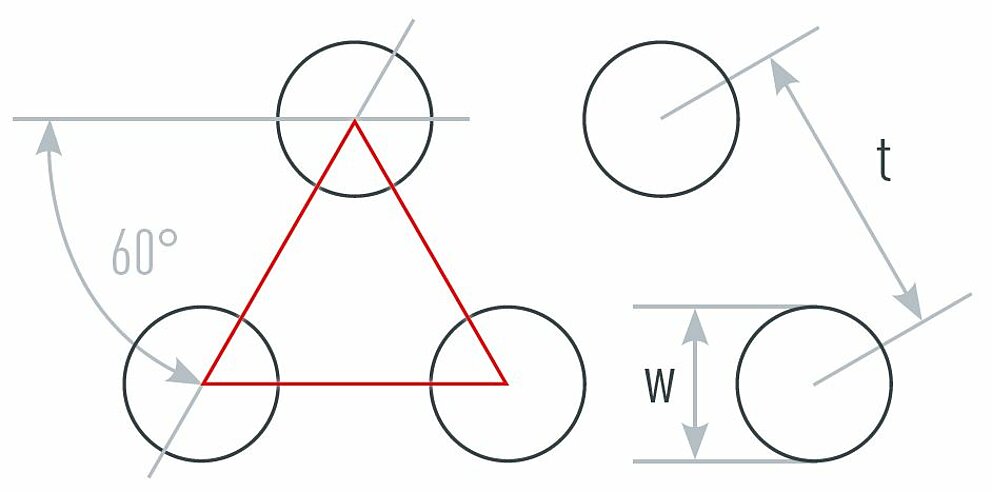
R = Rundlochung
g = gerade Reihen
v = versetzte Reihen
W = Lochweite
t = Teilung
Die PREFABOND Aluminium Verbundplatte kann auf Drei- oder Vierwalzenbiegemaschinen gebogen werden. PREFA rät vom Runden mit einer Abkantpresse ab.
PREFA bietet das Rollbiegen der PREFABOND Aluminium Verbundplatte an, wobei die nachfolgenden Angaben zu beachten sind.
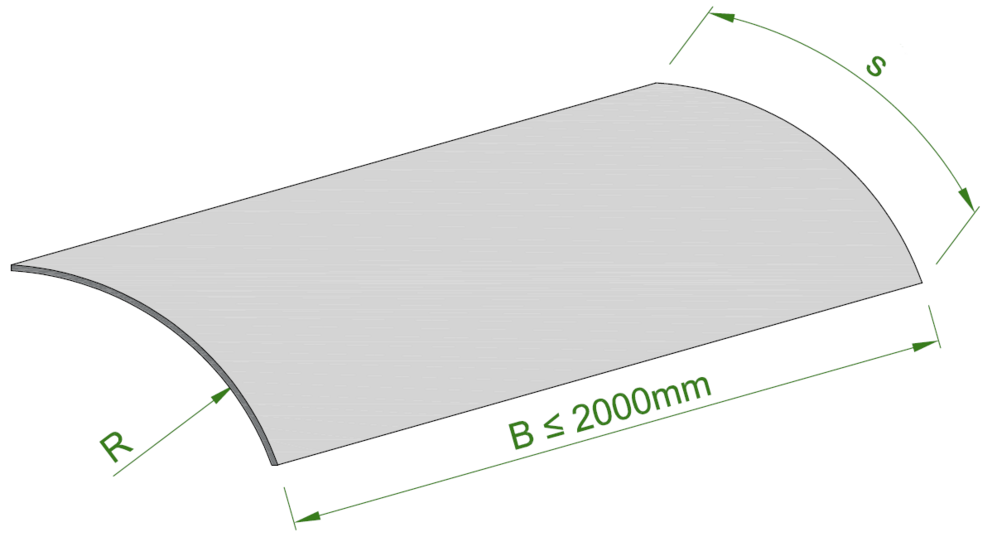
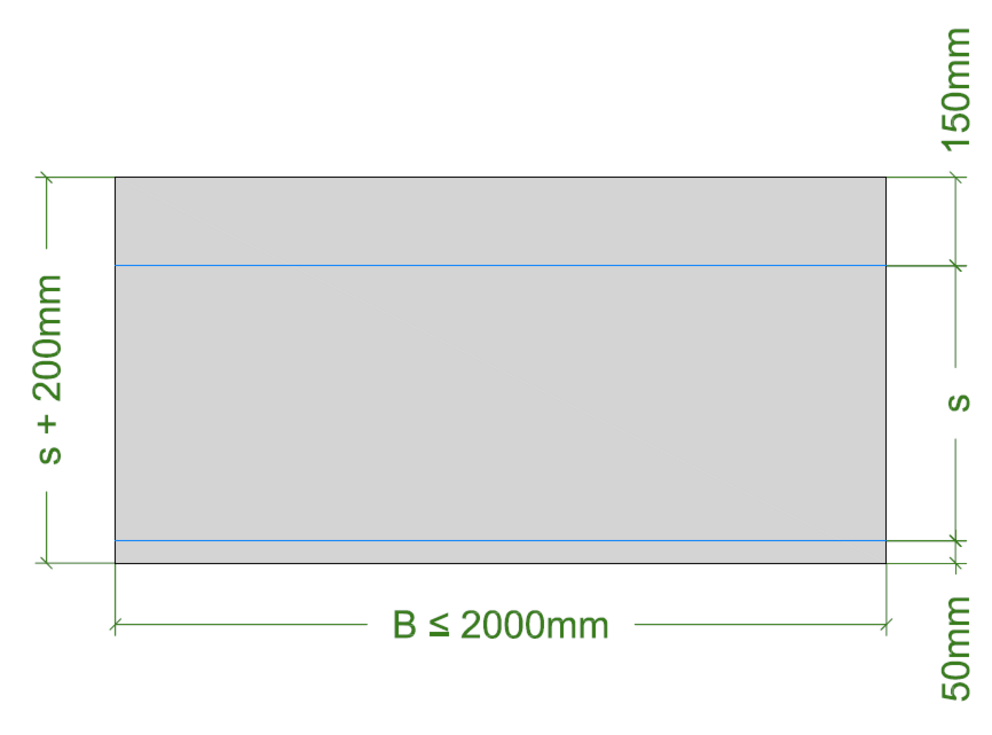
Bedingt durch das Biegen mit Walzen haben die Platten einen Auslauf mit einer kleinen Druckstelle, die durch PREFA zurückgeschnitten wird. Beachten Sie die Abmessungen des Rohmaterials! Der Zuschnitt ist nämlich an den Plattenenden um 200 mm größer als das effektiv benötigte Bogenmaß. Zum Bogenmaß (s) werden an einem Ende 150 mm und am anderen 50 mm addiert.



Es können nur Inhalte aus einer Produktkategorie heruntergeladen werden. Falls Sie Inhalte aus mehreren Kategorien benötigen, erstellen Sie bitte für jeden Produktbereich einen separaten Download.
